

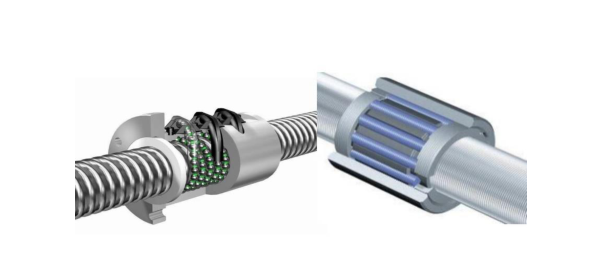
Planetární válečkový šroubPrůmyslový řetězec se skládá z dodávek surovin a komponentů v předprodeji, výroby planetových válečkových šroubů v meziprodeji a dále z víceúčelových oblastí. V předprodeji jsou materiály vybranými pro planetové válečkové šrouby většinou legované konstrukční oceli a materiály vybranými pro matice a válečky jsou vysoce uhlíková chromová ložisková ocel; mezi díly patří šrouby, matice a další klíčové komponenty. Následné aplikace pokrývají širokou škálu průmyslových odvětví, od automobilového průmyslu, ropného a plynárenského průmyslu, lékařských zařízení až po optické přístroje, strojírenské stroje, robotiku, automatizaci a obráběcí stroje.
Planetární válečkové šrouby se obvykle používají jako pohonné částimotorpohony, které se v posledních letech široce používají v různých průmyslových odvětvích, zejména v letectví a kosmonautice, což vyžaduje vyšší požadavky na pohony motorů, jako je hmotnost a mazání atd. Proto je zásadní navrhnout planetové válečkové šrouby tak, aby odpovídaly motorupohonsystémy a musí brát v úvahu požadavky průmyslových aplikací a zároveň zaručovat mechanické vlastnosti.
Konstrukce by měla být zvažována současně se zpracováním závitu a zubu, průměr šroubu je malý, počet zubů válečků je malý. Konstrukce musí zohledňovat dislokaci kořene závitu a zajistit, aby se středová osa šroubu a středová osa ozubeného kola shodovaly a další aspekty. Jaká metoda zpracování zubu ozubeného kola je klíčová, obecně se používá metoda vkládání ozubeného kola, ale to poškodí část nosné části závitu a sníží nosnost systému.
Planetové šrouby s válečky se složitěji montují, obtížné je zajistit, aby závity válečků byly zarovnány se zuby ozubeného kola a zároveň umožnit postupnou instalaci více válečků. Problém fázového sladění řeší dva způsoby: zvětšení vůle závitu na úkor únosnosti a účinnosti přenosu; úprava axiální montážní polohy, která je vhodná pro malé stoupání, ale v případě velkých stoupání může způsobit uvolnění zubů válečků od vnitřního ozubeného věnce.

Při obrábění planetových válečkových šroubů je nutné věnovat pozornost tření a opotřebení, protože přenos výkonu závisí na valivém tření. Správné mazání, přesné obrábění a čisté prostředí jsou nezbytné pro zlepšení spolehlivosti a životnosti šroubu.

Aby byly splněny požadavky na výkon a přesnost planetového válečkového šroubového pohonu, aby se dosáhlo co nejdelší životnosti a nejvyšší únosnosti, musí mít závitová oběžná dráha určitou tvrdost, obvykle HRC58~62, konstrukce válečku musí být malá a závitové zuby hlavního ložiska musí mít tvrdost obecně HRC62~64.
Pro vysokoteplotní pracovní prostředí nebo materiály z nerezové oceli zpracovávané metodou PRSPRS je vhodná závitová oběžná dráha. Pro vysokoteplotní pracovní prostředí nebo PRS zpracovávané nerezovou ocelí je vhodná povrchová tvrdost závitové oběžné dráhy HRC<58.
Čas zveřejnění: 16. dubna 2024




